
Fræsitennur bein löng









Fræsitennur bein löng
Langar beinar fræsitennur eru valið þegar þú þarft að ná dýpri raufum, fræsa í gegnum þykkari efni eða vinna þar sem skurðlengd þarf að ná lengra niður en stuttar tennur gera. Rétt val skiptir miklu, því lengri tennur setja meiri kröfur á stöðugleika, festingu og vinnulag.
Veldu tönn út frá efni, þvermáli, skafti og raunverulegri skurðdýpt. Staðfestu festingu áður en þú byrjar og vinnðu í skynsamlegum umferðum til að halda frágangi hreinum.
- Hvernig á að velja langa beina fræsitönn
- Notkun og dæmigerð verkefni
- Hraði vs frágangur
- Samhæfni og festingar
- Ending og öryggi
- CMT sem gæðamerki
- Algengar spurningar
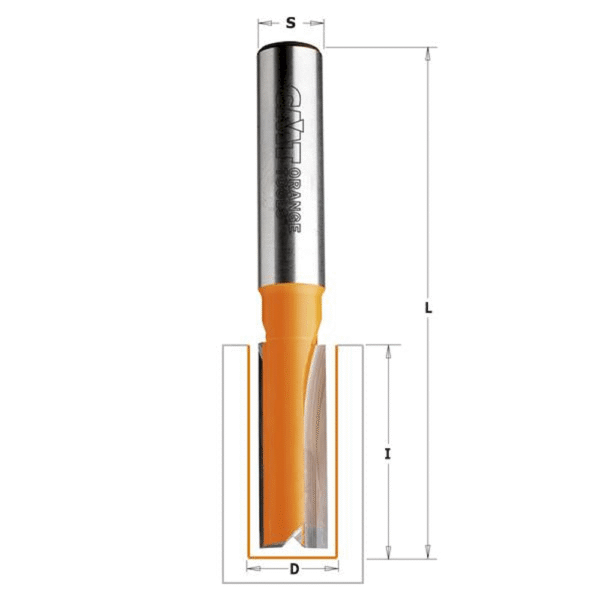
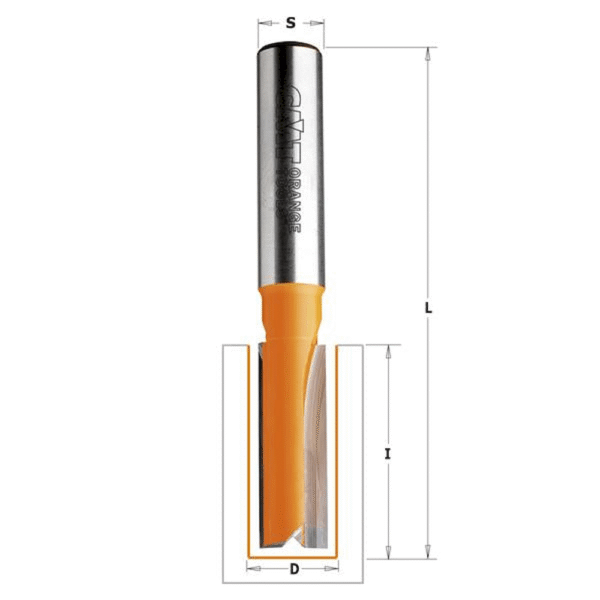
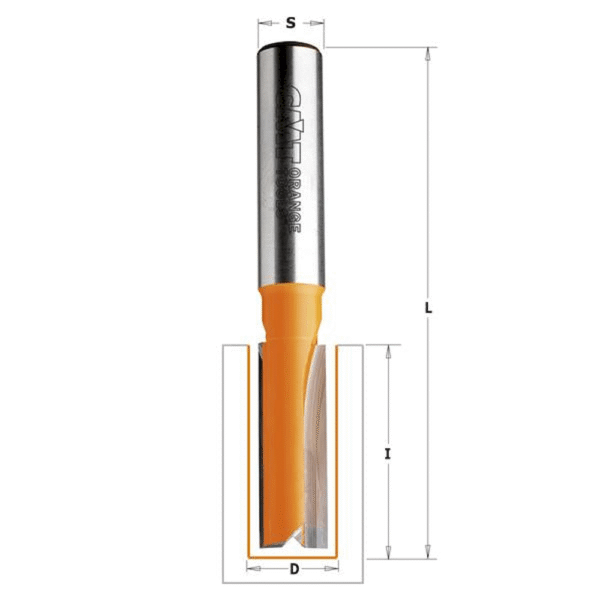
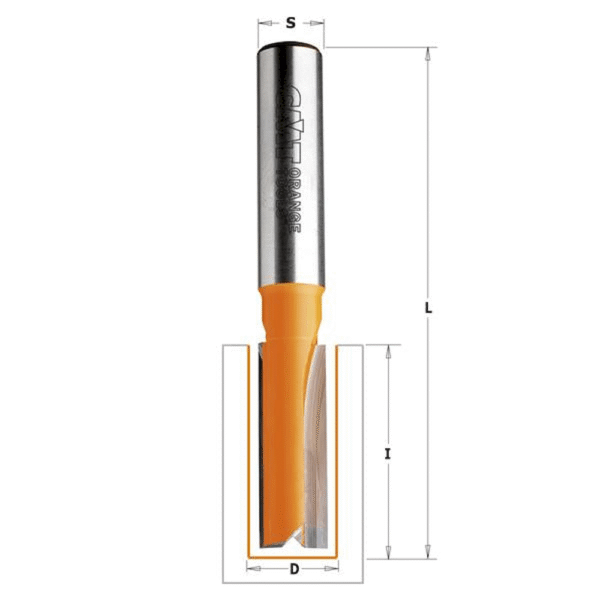
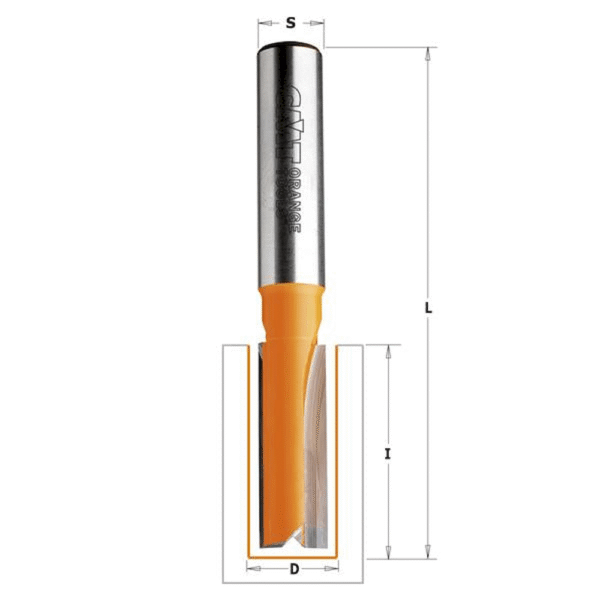
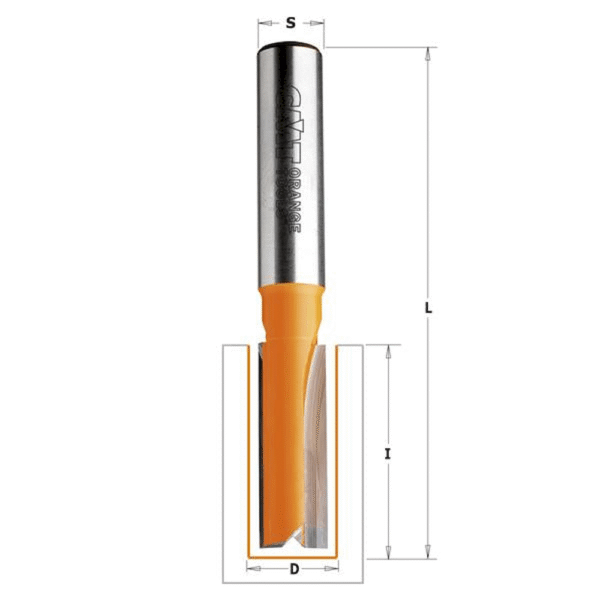
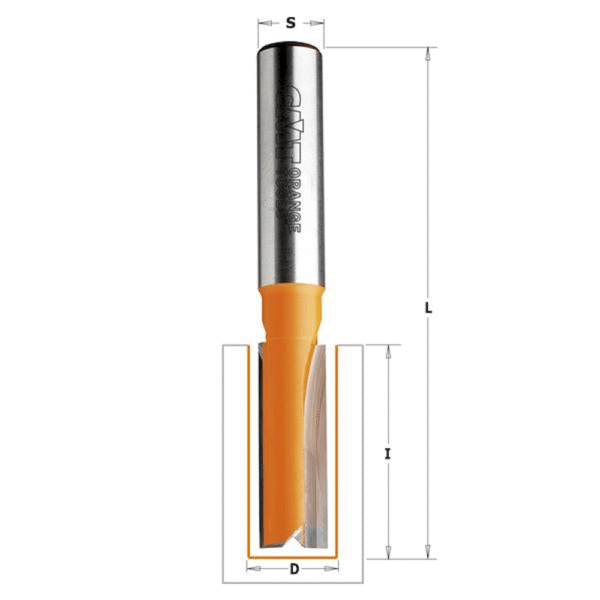
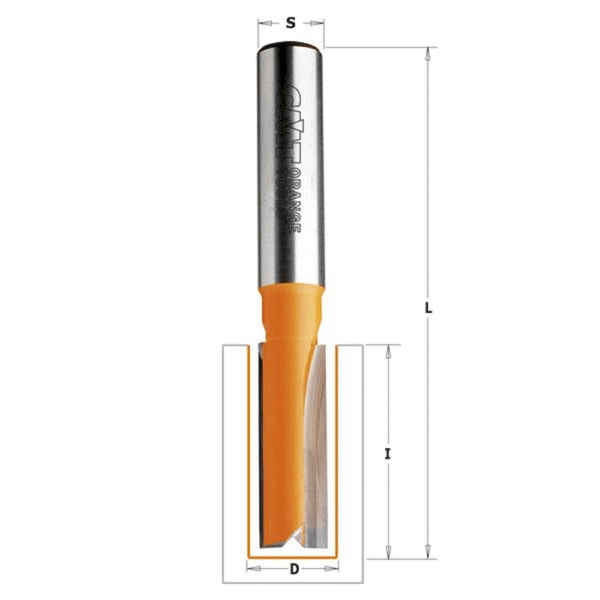
Hvernig á að velja langa beina fræsitönn
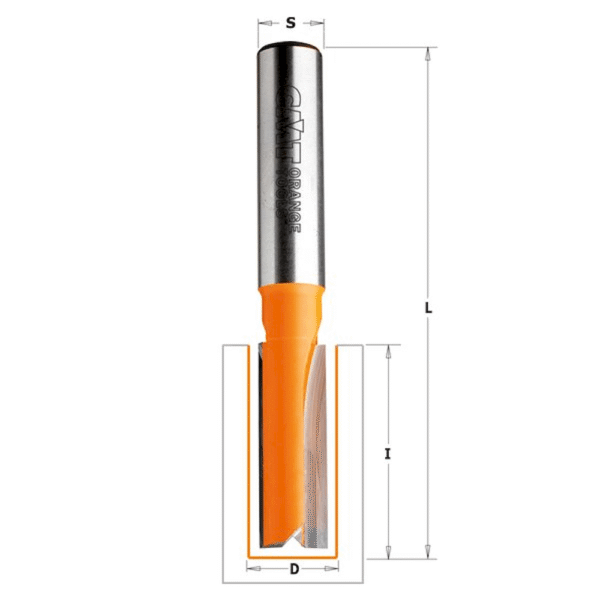
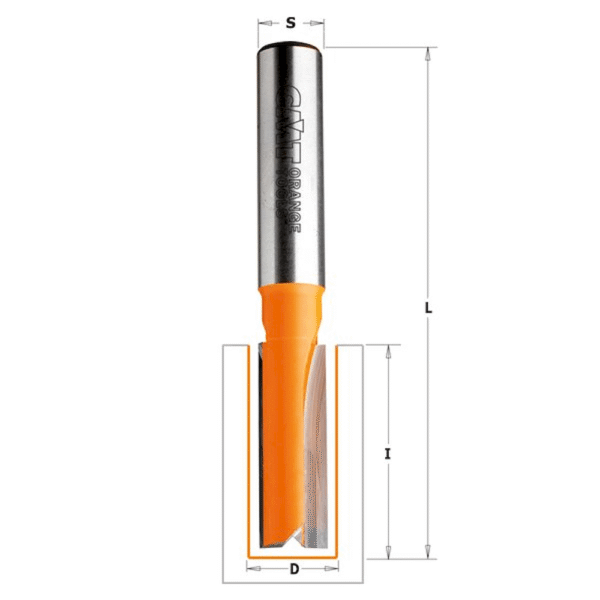
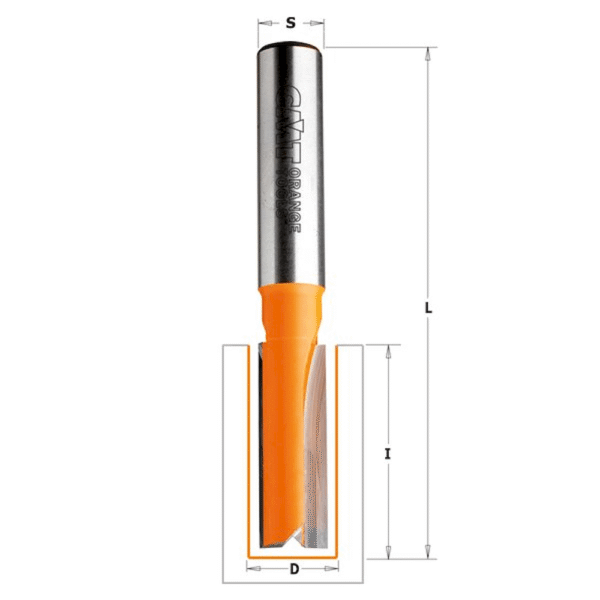
„Löng“ vísar hér aðallega til þess að fræsitönnin er hönnuð með lengri skurðlengd. Það opnar fyrir dýpri fræsingu, en eykur líka líkur á titringi ef val, uppsetning eða vinnulag er ekki rétt.
Skurðlengd vs raunþörf
Veldu ekki lengri tönn en þú þarft. Því lengri sem tönnin er, því meiri verður sveigjanleiki og viðkvæmni fyrir titringi. Ef verkefnið krefst aðeins miðlungs dýptar, er oft betra að velja styttri tönn fyrir meiri stífleika.
Þvermál og efnisfjarlæging
- Minna þvermál: auðveldara að stjórna í mjórri rauf, en getur verið viðkvæmara fyrir sveig í dýpri fræsingu.
- Stærra þvermál: getur verið stöðugra í sumum verkefnum, en krefst yfirleitt meiri afls og betri flísalosunar.
Skaftstærð og klemmufesting
Langar fræsitennur gera meiri kröfu um örugga festingu. Staðfestu að skaftið passi í klemmu (collet) og að klemmur og skaft séu hrein. Settu skaftið nægilega djúpt í klemmu, án þess að botna það alveg.
Notkun og dæmigerð verkefni
Langar beinar fræsitennur eru gjarnan notaðar þegar verkefnið krefst meiri nándar eða dýptar:
Dýpri raufar og spor
- Raufar í þykkari timbri eða plötuefnum
- Spor fyrir samsetningar eða leiðslur þar sem dýpt skiptir máli
Botnfræsing og innfellingar í þykkari efni
Ef þú þarft að botnfræsa dýpra (t.d. fyrir sætisfræsingu eða innfellingu) getur löng tönn verið nauðsynleg. Þá borgar sig að vinna með mörgum léttum umferðum og tryggja góða flísalosun.
Hraði vs frágangur
Í dýpri fræsingu skiptir jafnvægið milli snúningshraða, framrásar og skurðdýptar enn meira máli en í grunnri fræsingu. Of mikil dýpt í einni umferð eykur hitamyndun, titring og rifur.
Ráð sem hjálpa í dýpri fræsingu
- Fræstu í flei ri, léttari umferðum í stað einnar þungrar.
- Haltu stöðugri framrás og forðastu að “hanga” á sama stað.
- Hreinsaðu flísar reglulega og tryggðu að flísar fari frjálst frá skurðinum.
Merki um að þú sért að ýta of mikið á tönnina
- Óeðlilegur titringur eða “syngjandi” hljóð
- Bruni eða dökkar rákir
- Grófur frágangur og rifur, sérstaklega við útgang
Samhæfni og festingar
Langar beinar fræsitennur eru yfirleitt án legu og byggja þá á leiðsögn með búnaði fræsarans eða hjálpartækjum.
Handfræsari, fræsiborð og leiðsögn
- Handfræsari: notaðu stöðuga leiðsögn (hliðarfesting/leiðarlista) og tryggðu góða stuðningsflöt.
- Fræsiborð: stilltu hlífðargirðingu og stoppara þannig að vinnustykkið sé vel stutt og tönnin fái jafnt álag.
Leiðarhringur (template guide) í stað legu
Ef unnið er eftir sniðmáti er algengt að nota leiðarhring í botnplötu fræsarans. Þá skiptir máli að velja rétt samspil milli hrings, sniðmáts og þvermáls fræsitannar til að fá rétta endanlega stærð.
Ending og öryggi
Lengri fræsitennur geta verið mjög gagnlegar, en þær þola verr rangt vinnulag. Öryggi og ending byggist á réttri uppsetningu, réttum umferðum og því að stoppa strax ef eitthvað er óeðlilegt.
PPE og vinnuvenjur
Notaðu hlífðargleraugu og heyrnarvörn og stjórnaðu ryki eftir efni og aðstæðum. Festu vinnustykki vel, sérstaklega í dýpri fræsingu þar sem álagið getur aukist hratt.
Réttur snúningshraði
Fylgdu alltaf leiðbeiningum framleiðanda um hámarks snúningshraða. Ef þú ert að færa þig í dýpri eða “þyngri” skurð, skaltu leggja meiri áherslu á léttar umferðir og stöðuga framrás.
CMT sem gæðamerki
Í þessum flokki eru flestar fræsitennur frá CMT. Það hjálpar til við að halda stöðugu gæðastigi og einfalda val þegar þú vilt áreiðanleg verkfæri fyrir bæði faglega vinnu og metnaðarfull verkefni. Veldu rétt eftir efni og notkun og staðfestu skaft og uppsetningu áður en fræst er.
Algengar spurningar
Hvenær á ég að velja “bein löng” í stað “bein stutt”?
Þegar þú þarft lengri skurðlengd, til dæmis fyrir dýpri raufar eða vinnu í þykkari efni. Ef þú þarft ekki lengdina, er styttri tönn oft stöðugri og auðveldari í stjórn.
Er í lagi að fræsa fulla dýpt í einni umferð með langri tönn?
Yfirleitt er betra að fræsa í mörgum léttum umferðum. Það minnkar titring, hitamyndun og líkur á bruna, og skilar oft betri frágangi.
Af hverju fæ ég titring eða grófan frágang í dýpri fræsingu?
Algengar ástæður eru of mikil skurðdýpt í einni umferð, óstöðug leiðsögn, óhrein/ófullnægjandi klemmufesting eða sljór biti. Minnkaðu dýpt, bættu stuðning og athugaðu uppsetningu.
Hvernig tryggi ég að skaftið sitji rétt?
Hreinsaðu klemmu og skaft, settu skaftið nægilega djúpt og herðaðu samkvæmt leiðbeiningum vélar. Forðastu að botna skaftið alveg og forðastu að keyra með lausa klemmu.
Get ég notað leiðarhring með beinni langri fræsitönn?
Já, það er algeng aðferð í sniðmátsvinnu. Þá þarftu að huga að samspili þvermáls bitsins og leiðarhringsins til að fá rétta endanlega stærð.
Heimilisfang
Bæjarflöt 19-o
112 Reykjavík
Iceland
Tölvupóstur
asborg(@)asborg.is
Opnunartími
Mánudag. - Fimmtud.
kl. 08:00 - 17:00
Föstudaga
kl. 08:00 - 16:15
Upplýsingar
VSK nr: 106196
Kt: 490910-0930