
Fræsitennur
- Sýna allt
- Fræsitannasett
- Fræsitennur aukahlutir
- Fræsitennur bein stutt
- Fræsitennur beinar með legu
- Fræsitennur carbit
- Fræsitennur fyrir ál
- Fræsitennur fyrir CNC
- Fræsitennur mynstur
- Fræsitennur rúnn
- Fræsitennur tvöföld









Fræsitennur
Fræsitennur eru meðal mikilvægustu skurðarverkfæra í trésmíði og vinnslu á plötuefnum, plasti og fleiri efnum þar sem við á. Rétt fræsitönn ræður miklu um frágang, nákvæmni, afköst og öryggi, hvort sem þú ert að vinna í handfræsara, fræsiborði, CNC eða spindilvélum með fræsihausum.
Hér finnur þú samansafn og valleiðbeiningar yfir helstu flokka fræsitanna og tengdra hluta: beinar (stuttar og langar), mynstur/sniðmátsvinna, rúnnun, ál- og CNC-bitar, sett, aukahluti, skiptitennur, fræsihjól og hnífa.
- Hvernig á að velja fræsitönn
- Helstu flokkar og hvað þeir gera
- Hraði vs frágangur
- Samhæfni: skaft, legur, leiðsögn og vélar
- Ending og öryggi
- CMT sem gæðamerki
- Algengar spurningar
Hvernig á að velja fræsitönn
1) Skilgreindu verkefnið
- Raufar og botnfræsing: beinar fræsitennur eða spíralbitar eftir þörf.
- Sniðmátsvinna / kópí: fræsitennur með legu eða með leiðarhring (template guide).
- Kantfrágangur: rúnnar, prófíl- og frágangsbitar.
- Fals/hak og þrepun: rabbet/flush trim lausnir eða sett eftir verkefni.
- CNC framleiðsla: spíralbitar (upcut/downcut/up-downcut) og bitar sem henta efni og frágangi.
2) Veldu eftir efni
Efni hefur áhrif á flísalosun, hitamyndun og flísun. Í plötuefnum og húðuðum plötum skiptir vinnulag og rétt skurðgerð miklu. Í áli og plasti þarf oft sérstaka áherslu á flísastýring og að skurður “klessist” ekki.
3) Veldu stærðir sem passa vélina
Staðfestu skaftstærð (collet/chuck) og að bitinn henti vélinni (handfræsari, fræsiborð, CNC eða spindilvél). Rétt festing er forsenda góðs frágangs.
Helstu flokkar og hvað þeir gera
Beinar fræsitennur (stuttar og langar)
Notaðar fyrir raufar, spor og botnfræsingu. Stuttar gefa oft meiri stífleika og stjórn. Langar nýtast þegar þarf meiri skurðlengd en krefjast yfirleitt léttari umferða til að minnka titring.
Mynstur / sniðmátsfræsing
Hentar þegar form þarf að endurtaka með nákvæmni. Leiðsögnin skiptir öllu: lega eða leiðarhringur, eftir uppsetningu.
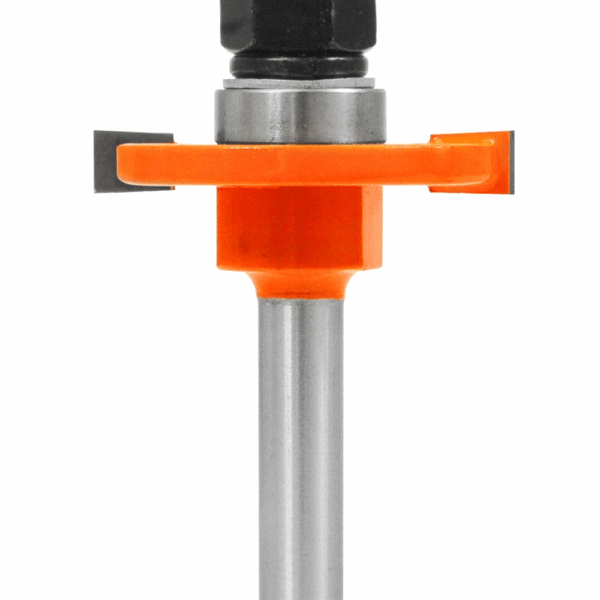
Beinar með legu (flush trim)
Frábærar fyrir sniðmátsvinnu, laminat og “flush” frágang að brún. Legan ræður leiðsögninni, þannig að ástand og rétt samsetning legu skiptir miklu.
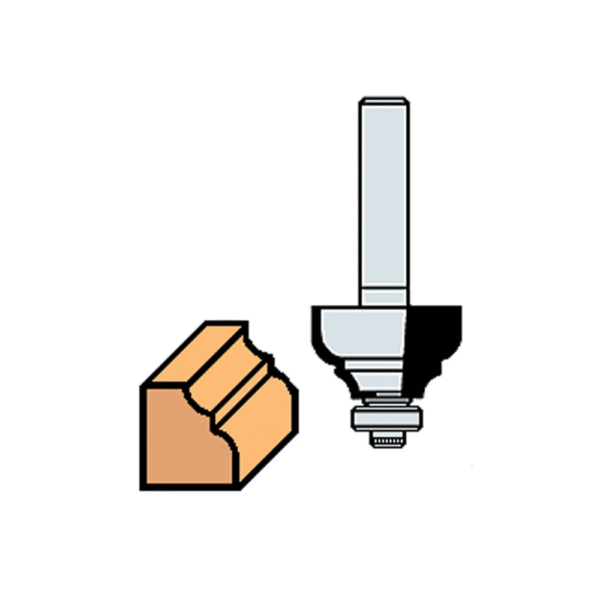
Rúnnar fræsitennur (roundover)
Brjóta beittar brúnir og gefa mjúkan, snyrtilegan kant. Val snýst aðallega um radíus, leiðsögn (oft með legu) og hvort verkefnið krefjist fræsiborðs fyrir stærri tennur.
Fræsitennur fyrir CNC
Spíralbitar eru algengir í CNC: upcut fyrir flísalosun, downcut fyrir hreinni efri brún og up/downcut þegar þú vilt bæta frágang á báðum hliðum. Festing og flísastýring ráða miklu um afköst.
Fræsitennur fyrir ál
Ál krefst góðrar flísalosunar og hitastjórnunar. Velja þarf tönn sem hentar mjúkum málmum og vinna með skynsamlegu vinnulagi (léttari umferðir, stöðug framrás, flísastýring).
Fræsitannasett
Sett eru hönnuð fyrir afmarkað verkefni (t.d. ramma/fyllingar eða fals/þrepun) með bitum sem eiga að vinna saman. Prufuskúrar og stillingar eru lykillinn að góðu passformi.
Aukahlutir fyrir fræsitennur
Hér falla undir íhlutir eins og legur og aðrir varahlutir. Rétt mál og gerð skipta máli, og oft þarf að staðfesta breidd/þéttingar/gerð eftir því sem við á.
Skiptitennur, fræsihjól og hnífar
Skiptitennur (indexable/reversible) og hnífakerfi eru hagkvæm leið til að halda nákvæmni stöðugri: þú snýrð/vendir eða skiptir um hnífa í stað þess að skipta um heila tönn. Samhæfni (mál, horn og sæti) ræður úrslitum.
Hraði vs frágangur
Góður frágangur kemur sjaldnast úr einni “þungri” umferð. Í flestum tilfellum er betra að:
- vinna í nokkrum léttari umferðum
- halda stöðugri framrás og forðast að stoppa í skurði
- gera lokapassa þegar útlit eða passform skiptir máli
Samhæfni: skaft, legur, leiðsögn og vélar
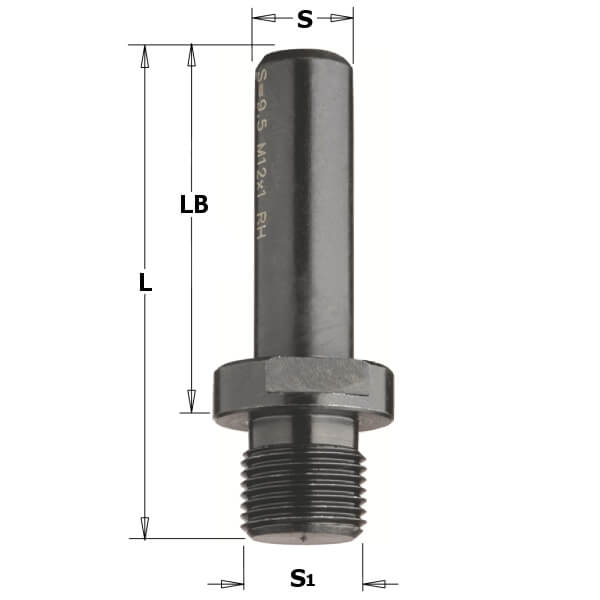
Skaft og festing
Staðfestu að skaftstærð passi í collet/chuck. Hreinsaðu klemmu og skaft, settu skaftið nægilega djúpt (án þess að botna alveg) og tryggðu að allt sitji beint.
Legur og leiðsögn
Í sniðmátsvinnu skiptir leiðsögnin mestu. Legur þurfa að snúast frjálst og vera án leiks. Ef þú notar leiðarhring skaltu hafa í huga frávik milli hrings og bits.
Rétt verkfæri fyrir rétta vél
Handfræsari, fræsiborð, CNC og spindilvélar hafa mismunandi kröfur. Veldu fræsitönn sem er ætluð fyrir þá vinnuaðferð sem þú notar og tryggðu að hlífar og öryggisbúnaður séu rétt stillt.
Ending og öryggi
Öryggi og ending byggjast á uppsetningu og vinnulagi:
- notaðu viðeigandi hlífðarbúnað (hlífðargleraugu og heyrnarvörn)
- festu vinnustykki vel og tryggðu stöðuga leiðsögn
- stöðvaðu strax ef titringur eða óeðlilegt hljóð kemur upp
- haltu verkfærum hreinum; óhreinindi og resín geta valdið hita og lélegum frágangi
CMT sem gæðamerki
Flestar vörur í þessum flokkum eru frá CMT. Það skilar sér í samræmi í úrvali, varahlutum og kerfum (t.d. legur, skiptitennur og sett), sem gerir val og viðhald einfaldara þegar þú vinnur reglulega með fræsitennur.
Algengar spurningar
Hvaða fræsitönn á ég að byrja á?
Ef þú vilt fjölnota byrjun: beinar fræsitennur fyrir raufar/botn, og fræsitönn með legu (flush trim) fyrir sniðmátsvinnu. Síðan bætirðu við rúnnun eða sérbitum eftir verkefnum.
Af hverju fæ ég bruna eða rifur?
Algengar ástæður eru of þung umferð, óstöðug framrás, sljór biti eða ófullnægjandi flísastýring. Prufaðu léttari umferðir og lokapassa og athugaðu ástand bitsins.
Hvenær borgar sig að velja CNC spíralbita frekar en “hefðbundna”?
Þegar þú þarft stöðuga flísalosun, meiri endurtekningu og stjórnaðan frágang á tilteknum hliðum plötunnar. Val á upcut/downcut/up-downcut skiptir þá miklu.
Hvað þarf ég að athuga áður en ég panta?
Skaftstærð, vélartegund (handfræsari/fræsiborð/CNC/spindilvél), efni og hvort þú þarft legu/leiðsögn. Ef þú ert óviss: sendu mynd af umbúðum eða lýsingu á verkefninu.
Af hverju eru aukahlutir eins og legur mikilvægir?
Legur og íhlutir ráða leiðsögn og stöðugleika. Röng stærð eða slitin lega getur eyðilagt frágang og aukið áhættu á titringi.
Heimilisfang
Bæjarflöt 19-o
112 Reykjavík
Iceland
Tölvupóstur
asborg(@)asborg.is
Opnunartími
Mánudag. - Fimmtud.
kl. 08:00 - 17:00
Föstudaga
kl. 08:00 - 16:15
Upplýsingar
VSK nr: 106196
Kt: 490910-0930